
以下是:为您提供电解抛光液厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 不锈钢奥氏体马氏体 产地 张家港 规格 2000*700*800mm 类型 电解抛光去除焊点毛刺等 品牌 张家港灯鼎科技 型号 DD-805-2000A12V 可定制 是 包装 普通包装 为您提供电解抛光液厂家,前海灯鼎实业(井冈山市分公司)专业从事为您提供电解抛光液厂家,联系人:楚先生,电话:【18018712562】、【18018712562】,发货地:宝安区沙井镇,以下是为您提供电解抛光液厂家的详细页面。 江西省,吉安市,井冈山市 2022年,井冈山市实现地区生产总值1001737万元,比上年增长5.3%,三次产业结构为9.4:20.4:70.2,人均地区生产总值为64505元。
文字或许能描绘为您提供电解抛光液厂家产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!以下是:为您提供电解抛光液厂家的图文介绍
吉安井冈山前海灯鼎实业有限公司本着“【电解抛光液】品质保证,客户至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的【电解抛光液】产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流;广纳博交的企业精神,愿与社会各界朋友精诚合作,共创美好家园!
1电解液加热:加热温度到60°加热管断电,搅拌均匀后开始电解抛光。断电后加热管不要马上拿出来,否则会烧掉加热管。也不要连续长时间加热,容易烧掉加热管。
2、工件除油:如工件表面有油污,需先进行除油处理,确保工件表面上无残留油污。
3、水洗:清洗工件表面上的除油剂。
4、工件除焊斑:如工件表面上有焊斑,需先进行除焊斑处理。
5、水洗:清洗工件上的酸洗膏。
6、晾干:可自然风干,确保工件上无残留的水;
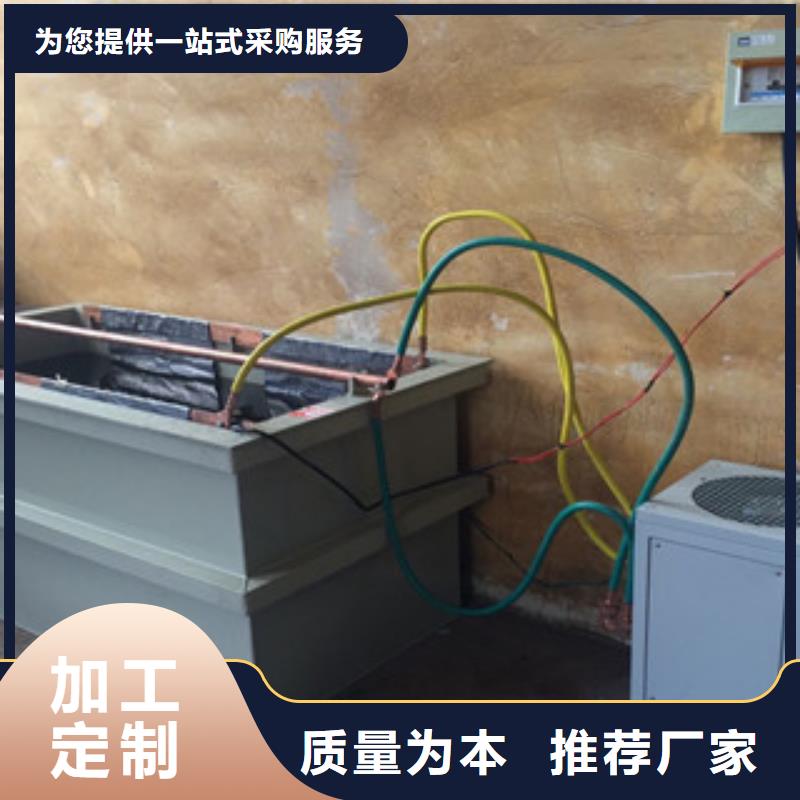
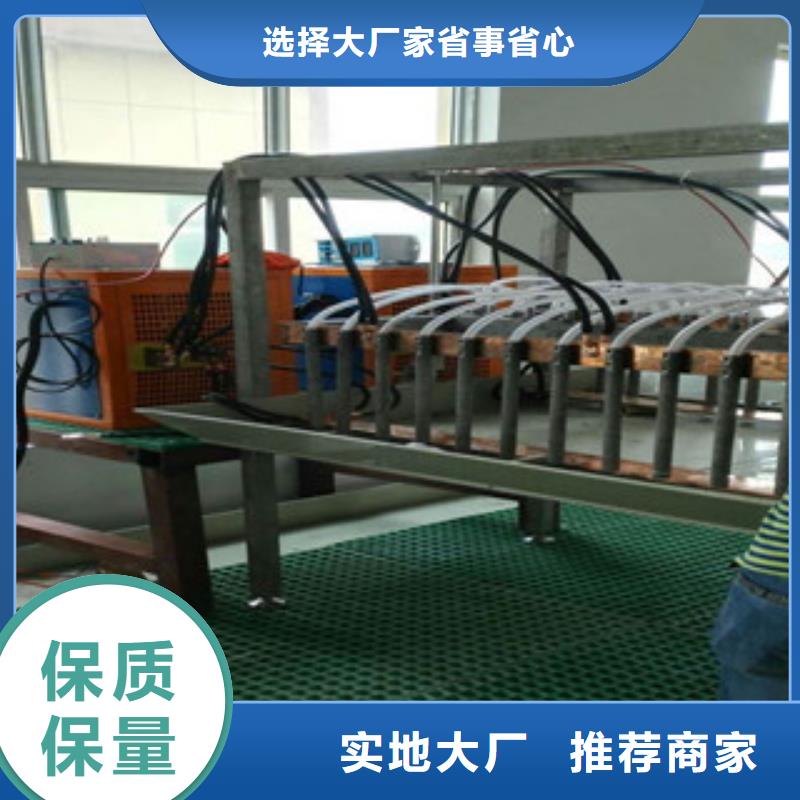
7、电解抛光:需要电解抛光机和一个电解槽以及导电铜材进行连接,加热电解液至60度左右,把铅板固定在阴极,需电解抛光的工件挂在阳极,然后调整电压在8-12伏,抛2-8分钟取出工件。完成电解抛光。
8、水洗:清洗工件上的电解液
9、碱水洗:内盛5%碱性溶液,中和工件上的电解液。碱性溶液可以使用纯碱。
10、再次水洗:需要水洗槽,内盛普通清水。
11、高压水枪冲洗:彻底清洗工件上的电解液,确保工件上无残留的电解液。
12、晾干:可自然风干,也可采用吹风设备吹干,整个电解工艺完成。
各种影响电解抛光质量的原因:
1 磷酸是形成电解抛光粘液膜的主要成分之一。磷酸含量过高时,槽液黏度很高,电阻较大,需要在较高电压下才能抛光,且整平速度较慢。磷酸含量过低时,难以形成黏液膜,即钝化倾向小于活化倾向,导致零件的不均匀腐蚀。
2 硫酸的影响:硫酸对不锈钢有较强的腐蚀作用。硫酸的含量过高时,抛光表面容易出现过腐蚀的均匀的密集的麻点;硫酸含量过低时,钝化倾向小于活化倾向,不均匀的腐蚀更为严重。
3 电流的影响:电解抛光通常在高电流密度下进行。在低电流密度时,金属处于活化状态,被抛光的表面发生侵蚀,此时化学溶解强于电化学抛光溶解,因此所得抛光表面的粗糙度差。
当电流的密度超过了正常的抛光范围时,会有氧气猛烈的析出,表面发生过热和腐蚀,造成剧烈的不规格的溶解。同时增大了电能的消耗,降低了电流的效率。高阳极的电流密度,有时还会导致阳极的迅速溶解,使近阳极的溶解产物浓度提高,电阻增大。
4 温度的影响:降低温度会使电解液的黏度提高,阳极溶解产物从金属表面向本体电解液的扩散更加困难。提高温度可使抛光的过程加速,电流的效率提高,从而改善了产品的粗糙度和光亮度。
温度过高会使溶解的金属的浓度不断升高,同时,高温度容易形成气流,把电解液与金属表面挤开,反而降低了金属的溶解速度。因为高温时电解液的黏度相应降低了,从而加速了溶解产物的扩散,这样的又导致溶解速度的加速,影响了产品的表面的光亮度。
5 抛光时间的影响:延长抛光时间,超过了达到一定的表面光亮度所需的时间上限,不仅不能进一步提高表面的光亮度,反而会降低表面的光亮度。
今年在吉安市井冈山市购买为您提供电解抛光液厂家有了新选择,前海灯鼎实业(井冈山市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的为您提供电解抛光液厂家产品。如需购买或咨询,请随时联系我们,联系人:楚先生-【18018712562】,地址:宝安区沙井镇。







